|
|||||||||||||||||||||||
Introducción En este artículo se hace una revisión del uso del compactador giratorio en la metodología SUPERPAVE para diseñar mezclas asfálticas. Asimismo, se ilustra el efecto en la densificación de factores propios al compactador giratorio, tales como número de giros, nivel de esfuerzo, ángulo de giro y velocidad de rotación, así como la influencia de la granulometría. Se presentan en especial, mediciones de los esfuerzos de corte durante la densificación y se discute con interés, su potencial contribución a la mejora del proceso de diseño de mezclas. Las mezclas asfálticas al ser típicamente diseñadas con procedimientos empíricos de laboratorio, implican que la experiencia en campo se vuelve necesaria para determinar si el análisis de laboratorio tiene correlación con el desempeño del pavimento. De cualquier manera, aun con la correcta conjunción de estos procedimientos y el desarrollo del criterio de diseño de la mezcla, no se podían asegurar buenos grados de desempeño. La práctica actual de diseño de mezclas asfálticas en caliente (HMA) para aplicaciones en carreteras está en la etapa de redefinir su marco conceptual; lo anterior a raíz del ambicioso programa de investigación denominado SHRP, Strategic Highway Research Program, emprendido con la administración Federal de Carreteras (FHWA) en los Estados Unidos. El programa surgió con el fin de mejorar el desempeño y durabilidad de las carreteras, volviéndolas más seguras tanto para automovilistas como para los trabajadores de las mismas. El producto final es un nuevo sistema llamado SUPERPAVE (Superior Performing Asphatl Pavement); que representa un sistema provisto para especificar cemento asfáltico y agregado mineral; desarrollar diseños de mezclas asfálticas; analizar y establecer predicciones de desempeño del pavimento, y que tiene como objetivo final contribuir a lograr pavimentos más durables, y minimizar los costos de conservación y operación de los vehículos que hagan uso de la infraestructura vial. El sistema SUPERPAVE desarrolló no sólo un nuevo equipo de compactación (compactador giratorio SUPERPAVE), sino también un nuevo sistema de clasificación de los cementos asfálticos mediante innovadores equipos de ensaye, como la Vasija de Envejecimiento a Presión (PAV); Reómetro de Corte Dinámico (DSR); Reómetro de Viga en Flexión (BBR); ensaye de Tensión Directa (DT), y el mejoramiento de otros como el Viscosímetro Rotacional (RV), y el Horno de Película Delgada Rotatoria (RTFO). La metodología SUPERPAVE debe sustituir, en el corto plazo, a los métodos tradicionales para mezclas asfálticas actualmente en uso en México (Marshall, Hveem); es por ello que resulta necesario estudiar con detalle todo este nuevo conocimiento para poder adaptar las nuevas tecnologías asociadas a las necesidades muy particulares de México. Breve historia del compactador giratorio A través de la evolución de las mezclas asfálticas, se han desarrollado diferentes tipos de dispositivos de laboratorio para compactación. En general, los aciertos de éstos es que fabrican especímenes para caracterización volumétrica y física. Dependiendo del sistema, los especímenes pueden tener forma cilíndrica, trapezoidal, o rectangular y la compactación lograrse a base de impactos, amasado o vibración. Los compactadores giratorios aplican un esfuerzo de amasado para producir especímenes cilíndricos. En general, los compactadores giratorios, dentro de los cuales podemos mencionar el compactador giratorio del Texas Highway Department (Department of Transportation, actualmente), la máquina de pruebas giratorias del cuerpo de ingenieros (GTM), el compactador giratorio LCPC (francés), el compactador giratorio Superpave, el compactador giratorio australiano y el compactador giratorio SERVOPAC, han experimentado una evolución resultado de varios dispositivos únicos y una variedad de métodos. Descripción del experimento El experimento se realizó siguiendo lo establecido en el sistema Superpave, que para el diseño de un pavimento tiene establecido tres especificaciones: cemento asfáltico, agregado mineral y mezclas asfálticas. Cemento asfáltico El asfalto utilizado para las pruebas es un AC-20 proveniente de la refinería de la ciudad de Salamanca, Guanajuato. Se realizaron pruebas a los cementos asfálticos en dos equipos: el viscosímetro rotacional (RV) y el reómetro de corte dinámico (DSR). Viscosímetro rotacional (RV) La prueba del viscosímetro rotacional se usa para determinar las características de fluidez del cemento asfáltico para proveer alguna garantía de que éste puede ser bombeado y ser fácilmente manejable en la refinería, terminal o planta de fabricación de mezclas asfálticas. Con este equipo se obtuvieron dos tipos de resultados; el primero, referente a las temperaturas necesarias para el mezclado y compactación de la muestra; y el segundo, respecto al manejo del asfalto. Las temperaturas de mezclado y compactación de la muestra están dadas con base en la viscosidad del asfalto, en donde se especifica que para mezclarse el asfalto éste debe tener una viscosidad entre 0.15 y 0.19 Pa×s (Pascal por segundo). Con respecto a la compactación deberá estar entre 0.25 y 0.31 Pa×s; para tal determinación se realizó una carta de viscosidad-temperatura. Para elaborar la carta de viscosidad-temperatura, se realizaron pruebas en el viscosímetro rotacional a diferentes temperaturas para conocer la viscosidad atribuible a una temperatura específica. Las diferentes temperaturas así como su valor se pueden observar en la Figura 1, donde los rangos de valores de mezclado y de compactación son de 143-147°C y 135-140°C, respectivamente.
Para determinar la viscosidad, la especificación Superpave establece que el asfalto debe tener una viscosidad máxima de 3 Pa×s (3000 cP×s, centipoise por segundo) para una temperatura de 135°C. En la prueba al asfalto utilizado (AC-20), su valor de viscosidad a 135°C fue de 0.37 Pa×s, siendo éste un valor apropiado para el cemento asfáltico.
Con el fin de entender el comportamiento del asfalto en el laboratorio, se aplicó un tratamiento que consistió en calentar la muestra en horno a 155°C por 24 h y se realizaron pruebas en el viscosímetro a las mismas temperaturas que el asfalto natural (sin tratar); los resultados se presentan en la Figura 2. Como se observa en la Figura 2, los valores de viscosidad a temperaturas mayores de 125°C, no parecen ser afectados por el tratamiento; para valores de temperatura de 90 °C o menores, el comportamiento de la viscosidad se presenta en forma lineal, quedando el área de variación por tratamiento entre 90 y 125 °C, en donde podrían encontrarse valores de viscosidad para muestras tratadas entre 0 (sin tratar) y 24 h, en lo que respecta al asfalto utilizado en esta investigación. Reómetro de corte dinámico (DSR) Desde que el comportamiento del asfalto depende del tiempo de aplicación de las cargas y la temperatura, la prueba ideal para cementos asfálticos deberá incluir ambos factores. Afortunadamente, el equipo de prueba con esta capacidad ahora existe y es conocido generalmente como reómetro de corte dinámico. Los reómetros son adaptables para usarlos con asfaltos. Cuando se usan en pruebas para cementos asfálticos, el reómetro de corte dinámico (DSR) mide las propiedades reológicas (módulo complejo de corte y ángulo de fase) para temperaturas intermedias y altas. Conjuntamente se determinó la visco-elasticidad del cemento asfáltico, determinando su grado de desempeño (PG); resultó un valor de G*/sen (d) de 1.90 para una temperatura de pavimento de 58 °C, siendo casi el doble de lo establecido en la especificación Superpave, donde G*/sen (d) ³1. Su valor de ángulo de fase (d) es de 84.1 °C, lo que significa que es un material con un componente viscoso muy alto; debido a esto, el valor de G*/sen (d) es muy similar a G* (sen 90=1). Al igual que en el viscosímetro rotacional se realizaron pruebas en el asfalto tratado durante 24 h a 155 ºC, variando las temperaturas del pavimento entre 40 y 70 oC, de acuerdo con la especificación Superpave, que indica que las temperaturas de prueba varían en 6 oC, siendo los valores 40, 46, 52, 58, 64 y 70 °C.
En la Figura 3 se puede observar que los valores de G*/sen (d) disminuyen en un 50%, conforme se aumenta la temperatura de la prueba; por ende, el valor de G* tendrá el mismo comportamiento. La comparación de G*/sen (d) entre las dos condiciones de asfaltos (original y tratamiento de 24 h) muestran que conforme se aumenta la temperatura de prueba, las diferencias entre las dos condiciones de preparación son menores. En cuanto al valor del ángulo de fase, se puede determinar que se incrementa conforme sube la temperatura y la variación de las temperaturas parece ser no muy significativa; igualmente el valor del ángulo de fase, siempre fue mayor para el asfalto sin tratar. Agregado mineral El material granular en estudio proviene del banco de materiales La Cañada, Saldarriaga, Qro. y está compuesto de roca basáltica triturada. La granulometría se seleccionó de acuerdo con la metodología Superpave. Con el fin de analizar el efecto de la graduación, se utilizaron dos tipos de granulometrías (Figura 5); corresponden a una que pasa por debajo de la zona de restricción (G1, mezcla gruesa) y otra que lo hace por encima de la zona de restricción (G2, mezcla fina).
Después de separar el material y definir las granulometrías, se determinó la cantidad de material a utilizar por probeta de mezcla asfáltica compactada. Para esto, el primer aspecto a determinar fue el tipo de molde a utilizar (4 o 6 plg), seleccionando el molde de 6 plg, que es el que señala el Superpave. Con el fin de realizar pruebas mecánicas posteriores a la mezcla asfáltica compactada (compresión simple), se decidió lograr relaciones de altura-diámetro mayor o iguales de 1, dando como resultado una cantidad de 6 kg de material granular. Preparación de la mezcla asfáltica compactada Para elaborar lo que se conoce como envuelta, se llevó a los materiales a una temperatura de mezclado de 142 - 146°C; y para el agregado, una temperatura mayor que la del asfalto, pero sin exceder de 28°C la temperatura de mezclado, al igual que el asfalto a utilizar, no debe ser calentado a la temperatura de mezclado por más de una hora. Resultados obtenidos Los parámetros de investigación se determinaron tomando como base la investigación “Determining Gyratory Compactation Characteristics Using The Servopac Gyartory Compactor” de Mike Butcher, además de los efectos, tanto del ángulo de giro como la presión vertical, y el esfuerzo de corte. Efecto del ángulo de giro Las familias de curvas del Servopac en la variación de ángulo (600kPa, 30cpm) para las dos diferentes granulometrías se muestran en las Figuras 6a y 6b. Las graficas muestran una regular progresión desde el ángulo 0.05° hasta un máximo de 3.00°.
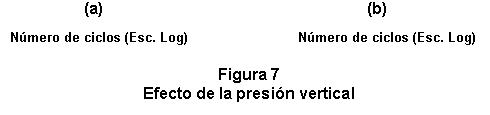
Se puede observar que para valores de ángulo de giro de 1.25° o mayores el porcentaje de vacíos es similar, en donde el incremento en el ángulo de giro no tiene una afectación significativa, a diferencia de ángulos de giro menores de 1.25°, siendo donde la influencia del ángulo de giro es muy marcada. Efecto de la presión vertical Las Figuras 7a y 7b se elaboraron para un ángulo de giro de 2.00º y 30 ciclos por minuto (cpm), utilizando las dos granulometrías establecidas. En las Figuras se presenta el efecto del esfuerzo vertical en el porcentaje de vacíos a través de los diferentes ciclos aplicados.
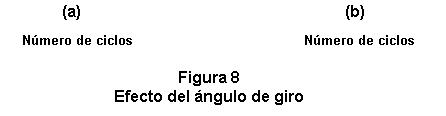
Como se puede observar, el esfuerzo vertical no tiene influencia en la densificación de la mezcla asfáltica. Resistencia al corte El problema de la medición de la presión de corte es uno de los más importantes en la compactación giratoria; esto, debido a que dos curvas de compactación giratoria pueden ser iguales en términos de densidad vs ciclos, y sus características de corte ser significativamente diferentes. Efecto del ángulo de giro y presión vertical El efecto del ángulo en la medición de la resistencia al corte para los diferentes ángulos ensayados, usando una presión vertical de 600 kiloPascales (kPa) y una velocidad de compactación de 30cpm, se muestran en la Figuras 8a y 8b. Las tres etapas características de la presión de corte están definidas en estas gráficas: la primera es cuando la resistencia al corte se incrementa hasta un máximo seguido por la segunda etapa, donde la presión de corte decrece a un punto donde se vuelve constante; la tercera es cuando el decremento de la altura del espécimen se logra mediante la pérdida de cemento asfáltico (granulometría 2, ángulo de giro 3.00°).
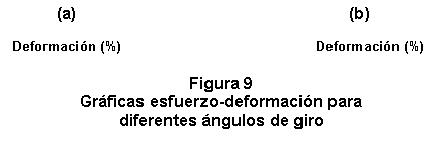
Pruebas de compresión simple Las Figuras 9a y 9b corresponden a la relación esfuerzo-deformación existente para un esfuerzo vertical de 600 kPa, y velocidad de compactación de 30 cpm, en las dos granulometrías. Se observa que el efecto de la resistencia en las pruebas de compresión sin confinar para las diferentes mezclas, muestran resistencias máximas que van de 30 a 45 kg/cm2, considerando compactaciones con ángulos de giro de 0.50 a 3.00º. Sólo para ángulos de giro de 0.05º se alcanzan resistencias de 8 kg/cm2, debido a que no se logra una buena compactación. Las deformaciones a la falla para prácticamente todas las muestras, no superan el 2.5%. Conclusiones El compactador giratorio es una máquina versátil, redituable y fácil de usar. La habilidad de modificar los parámetros en forma rápida y eficiente permite determinar las características de la compactación giratoria. Las características, determinadas como resultado de la investigación de la variación del ángulo de giro, de la presión vertical y de la rotación se resumen como sigue:
• El valor del porcentaje de vacíos logrado por compactaciones para un ciclo especifico, o para diversos ciclos, decrece exponencialmente cuando se incrementa el ángulo. • El valor de porcentaje de vacíos alcanzado por compactación para un ciclo especifico decrece linealmente con el incremento de la presión vertical y los ciclos requeridos para un porcentaje de vacíos específico disminuyen exponencialmente ante el incremento de la presión vertical. • Las densidades más altas se produjeron en la granulometría que contiene mayor cantidad de finos (por encima de la zona de restricción, G2). • Igualmente para ángulos giratorios menores de 0.50o, la compactación giratoria deja de tener un efecto significativo, tanto en la densificación de la mezcla asfáltica como en el esfuerzo de corte. La medición de la resistencia al corte ofrece un marco potencial en la investigación de las características de las mezclas asfálticas. Las conclusiones iniciales se resumen de la siguiente manera: • La máxima presión de corte se incrementa en forma logarítmica con el aumento del ángulo y se realiza en forma lineal con el incremento de la presión vertical. • La máxima presión de corte se logra dentro de un rango corto de porcentaje de vacíos para todas las mezclas densas y es independiente del ángulo giratorio y la presión vertical. Una de las conclusiones importantes, dentro de las propiedades de las mezclas asfálticas, determinadas como resultado de las pruebas de compresión, es que: • El valor de esfuerzo máximo logrado por compactación para los diferentes ángulos giratorios, se presenta en forma proporcional a la presión vertical del compactador. Bibliografía Annual book of ASTM Standard, 4.03. Roofing and Paving Material; Vehicle-Pavement System. 2001. Asociación Mexicana de Ingeniería de Vías Terrestres. Reología de asfaltos. Teoría, aplicación e implementación. 4o Seminario Técnico, 1995. Asphalt Institute Performance Graded. Asphalt Binder Specification and Testing. Series No.1 (SP-1). 1996. Asphalt Institute. Superpave Mix Design. Series No.2 (SP-2). 1996. BUTCHER, M. J. Determining Gyratory Compaction Characteristics using The Servopac Gyratory Compactor. Harman, T.; Bukowski, J.; Moutier, F.; Huber, G. and Mcgennis, R. The History and Future Challenges of Gyratory Compaction. 1939 to 2001. Transportation Research Board, 2001. Rico, A.; Orozco, J. M.; Téllez, R. y Pérez A. Manual de Calidad de los Materiales en Secciones Estructurales de Pavimentos Carreteros. Documento Técnico No. 1, Instituto Mexicano del Transporte, Sanfandila, Qro., 1990. Mansour, Solaimannain and Yetkin, Yildirim. Superpave and Texas Gyratory Compactors - How do they compare. Texas Deparment of Transportation. Thomas W. Kennedy. Ensayos y especificaciones de los ligantes asfálticos en el sistema Superpave. Superpave Center at Austin Texas, USA,1996. AASHTO Innovate Higway Technologies. //Leadstates.tamu.edu/sp/index.stm D.I. Hanson –TSL Services and Equipment. Evaluation of Servopac Superpave Gyratory Compactor. www.eng.auburn.edu/center/ncat/ssc/reports/sgcservopaceval.pdf Robert McGennis – Superpave Asphalt Research Program www.utexas.edu/research/superpave/articles/compeval.html Superpave Mix Design www.utexas.edu/research/superpave/mix/index.html University of Texas: Superpave Gyratory Compactors Update. www.utexas.edu/research/superpave/articles/sgc.html La edición del presente artículo fue elaborada por * Síntesis del documento: GARNICA, Paul; José Antonio GÓMEZ y Horacio DELGADO, “Algunos aspectos de la densificación de mezclas asfálticas con el compactador giratorio”, Publicación Técnica No. 228, Instituto Mexicano del Transporte, Sanfandila, Qro., 2003.
|